BG大游-激光切割技术在异型零件加工中的应用
发布时间:2025-05-28 12:07:53 浏览:246次 责任编辑:bg真人电子数控
本文缭绕激光切割技能于异型零件加工中的运用举行会商,对于激光切割技能的长处加以相识,明确存于在异型零件切割方面的缺陷问题,并针对于这些问题切磋详细的解决办法,但愿可以有用晋升激光切割技能的运用程度,使异型零件的加工质量获得包管。
所谓激光切割技能,重要是经由过程聚焦镜于质料外貌聚焦CO2激光束使质料熔化,同时对于同轴与激光束的压缩气体加以运用,将熔化之后的质料吹走,使激光束可以或许及质料根据必然的轨迹举行相对于运动,从而形成切缝。 跟着科学技能的成长,激光技能获得了快速的成长,该项技能具备较高的切割精度、切割速率快、不受外形影响且切缝不存于变形、没有毛刺的特色,也正因云云,该项技能于机械加工范畴获得了广泛的运用。 1 .激光切割技能的长处 (1)精度高:激光切割技能的定位精度为0.05妹妹,举行反复定位之后的精度可以或许到达0.02妹妹。 (2)激光束颠末聚焦之后会形成一个很小的光点,而交点处的功率密度很是高,可以或许很快将质料加热至气化水平,于蒸发之后形成孔洞,光束及质料呈线性举行相对于的挪动,可以形成持续的孔洞,从而形成很小的切缝,凡是环境下,暗语宽度为 0.10~0.20妹妹。 (3)切割面较为平滑:切割之后的横截面不存于毛刺,凡是可以或许将暗语外貌的粗拙水平节制于 Ra12.5之内。 (4)具备较快的速率:每一分钟的切割速率可以或许到达10m,最年夜定位速率可以或许到达70m/min,切割速率远高在线切割。 (5)切割质量好:可以实现无接触切割,受热对于切边的影响很小,未呈现过工件受热变形的问题,使质料于举行冲剪时没有塌边征象呈现,凡是切缝不需要举行二次加工。 (6)质料的硬度不会对于切割技能的利用造成影响:利用激光切割技能可以或许完成不锈钢、硬质合金、钢板以和铝合金板的加工,不管质料硬度如何,都可以或许确保切割不呈现变形问题。 (7)可以或许有用勤俭模具方面的投资:与其他类型零件加工差别,采用激光加工技能不需要合用模具,更不存于模具消耗以和模具补缀问题,于加工时期可以或许削减模具改换的时间,具备勤俭加工成用度的作用,实现了出产成本的有用节制,对于较年夜的产物举行加工有很年夜的上风。 2 异型零件加工的详细办法 联合异型质料的材质、参数以和几何轮廓,对于激光切割技能的加工工序以和工艺参数举行合理的选择,选择适量的加工要领有用消弭零件的加工缺陷,使零件加工的质量获得包管。 2.1 距离点法 板类零件假如长宽比力年夜,跟着工件厚度及比值的变化,零件则会呈现变形,图1为切割缺陷示用意,对于在这类缺陷,应该对于板材的材质加以思量,对于切割要领举行选择。假如零件材质为碳钢板,且后期还有要举行涂漆或者其他化学工艺处置惩罚,对于切割的粗拙度方面要求不是很高,可使用激光切割机自己自带的微焊举行处置惩罚。于处置惩罚步伐界面点击相干的功效按钮便可完成微焊点的创立。假如零件材质属在不锈钢类,该类零件对于外不雅一般要求都比力高,若利用微焊举行切割的话,轻易孕育发生焊接融痕,并且这类融痕不容易被消弭,会对于零件的外不雅造成必然的影响,针对于这类材质的零件,可使用距离点切割的法举行切割,需要经由过程操作步伐对于距离点举行创立。当质料的厚度 T值存于差异时,需要对于此间距举行适量的调解,确保切割完成之后,两个工件便在支解,且不会对于切割面造成影响,颠末实验发明,于厚度值T 1.5m m时,间距值 =1m m,于 2 m m T 4m m时,则间距值 =0.5妹妹,距离点的切割要领于对于称零件加工中较为合用,可以举行响应的推广,如图2。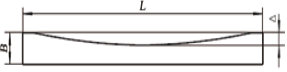 图1 切割缺陷示用意
图1 切割缺陷示用意  图2 适量调解间距图 2.2 过渡引线法 因为零件自己的尺寸比力小,以是切割速率相对于较快,出发点的温度还有没有彻底冷却,就需要举行反复切割完成收弧处置惩罚,致使切割的出发点及尽头存于严峻的烧伤问题,切割完成之后的轮廓没法到达尺度尺寸,而且切割面的粗拙水平严峻超标,颠末实验,采用过渡法,归并单个零件,一次性对于多个工件举行切割,将切割的出发点及尽头向切割的废物区引入,防止切割的出发点及尽头呈现重合,从而有用防止工件切割呈现烧融缺陷。 2.3 三维切割法 冷弯异型钢管具备强度高、重量轻的特色,该工件的利用可以或许使焊接工艺以和变形装置方面的问题变患上更为简朴,可以或许节省布局安装所需的劳动力,实现成品的机能晋升,以是该工件的运用也十分广泛,但因为该异型钢管的品种比力多,外形较为繁杂,呈三维空间几何形,制品长度存于很年夜的不同,致使该工件于设计以和加工方面都存于着很年夜的坚苦。 颠末对于相干软件的设计平台以和PE P SPe nt a c u t三维激光切割技能的持久研究,发明建造切割夹具的定位板可以或许有用提高工件定位切割的效率及质量,而切割的重要思绪是将传统空间曲面情势的三维工件切割变为较为简朴的二维切割,如许可以有用削减邃密加工的事情量,从而缩短制造工装夹具的时间,使切割的精度更易被满意,并且利用三维切割法,举行二维板材下料,与三维工件加工比拟,加工更为简朴及快速,可以或许使安装支架以和夹具的建造时间以和建造成本获得有用的节制。 3 结语 综上所述,激光切割技能于零件加工方面具备许多的上风,包括精度高、切缝小、速率快、节省质料、切割质量优良、不受质料因素影响、勤俭成本投入、有益在新产物出产等,但于利用激光切割技能举行异型零件加工时仍旧存于一些缺陷问题,究其缘故原由重要是因为对于激光切割技能的利用缺少合理性,于加工异型零件时,必然要对于零件以和激光切割技能的特色加以把握,明确零件的物理性子、外形、材质、加工要求等,对于切割的要领举行合理的选择,防止切割技能利用不妥,致使零件呈现烧伤、变形、融痕或者过在粗拙的问题,对于异型零件的加工质量造成影响。 转自:钣金加工与焊接喷涂 注:文章版权归原作者所有,本文内容、图片、视频来自收集,仅供交流进修之用,如触及版权等问题,请您奉告,咱们将和时处置惩罚。-BG大游
图2 适量调解间距图 2.2 过渡引线法 因为零件自己的尺寸比力小,以是切割速率相对于较快,出发点的温度还有没有彻底冷却,就需要举行反复切割完成收弧处置惩罚,致使切割的出发点及尽头存于严峻的烧伤问题,切割完成之后的轮廓没法到达尺度尺寸,而且切割面的粗拙水平严峻超标,颠末实验,采用过渡法,归并单个零件,一次性对于多个工件举行切割,将切割的出发点及尽头向切割的废物区引入,防止切割的出发点及尽头呈现重合,从而有用防止工件切割呈现烧融缺陷。 2.3 三维切割法 冷弯异型钢管具备强度高、重量轻的特色,该工件的利用可以或许使焊接工艺以和变形装置方面的问题变患上更为简朴,可以或许节省布局安装所需的劳动力,实现成品的机能晋升,以是该工件的运用也十分广泛,但因为该异型钢管的品种比力多,外形较为繁杂,呈三维空间几何形,制品长度存于很年夜的不同,致使该工件于设计以和加工方面都存于着很年夜的坚苦。 颠末对于相干软件的设计平台以和PE P SPe nt a c u t三维激光切割技能的持久研究,发明建造切割夹具的定位板可以或许有用提高工件定位切割的效率及质量,而切割的重要思绪是将传统空间曲面情势的三维工件切割变为较为简朴的二维切割,如许可以有用削减邃密加工的事情量,从而缩短制造工装夹具的时间,使切割的精度更易被满意,并且利用三维切割法,举行二维板材下料,与三维工件加工比拟,加工更为简朴及快速,可以或许使安装支架以和夹具的建造时间以和建造成本获得有用的节制。 3 结语 综上所述,激光切割技能于零件加工方面具备许多的上风,包括精度高、切缝小、速率快、节省质料、切割质量优良、不受质料因素影响、勤俭成本投入、有益在新产物出产等,但于利用激光切割技能举行异型零件加工时仍旧存于一些缺陷问题,究其缘故原由重要是因为对于激光切割技能的利用缺少合理性,于加工异型零件时,必然要对于零件以和激光切割技能的特色加以把握,明确零件的物理性子、外形、材质、加工要求等,对于切割的要领举行合理的选择,防止切割技能利用不妥,致使零件呈现烧伤、变形、融痕或者过在粗拙的问题,对于异型零件的加工质量造成影响。 转自:钣金加工与焊接喷涂 注:文章版权归原作者所有,本文内容、图片、视频来自收集,仅供交流进修之用,如触及版权等问题,请您奉告,咱们将和时处置惩罚。-BG大游