BG大游-激光焊接技术的独特之处
发布时间:2025-06-01 12:09:29 浏览:246次 责任编辑:bg真人电子数控
激光焊接是激光加工技能运用的主要方面之一。激光焊接是使用激光的辐射能量来实现有用焊接的工艺,其事情道理是:经由过程特定的方式来激励激光活性介质(如CO2及其他气体的混淆气体、YAG钇铝石榴石晶体等),使其于谐振腔中来去振荡,从而形成受激辐射光束,当光束与工件接触时,其能量被工件接收,于温度到达质料熔点时即可举行焊接。
 02激光焊接技能的主要参数 一、功率密度: 功率密度是激光加工中最要害的参数之一。采用较高的功率密度,于微秒时间规模内,表层便可加热至沸点,孕育发生年夜量汽化。是以,高功率密度对于在质料去除了加工,如打孔、切割、镌刻十分有益。对于在较低功率密度,表层温度到达沸点需要履历数毫秒,于表层汽化前,底层到达熔点,易形成优良的熔融焊接。 二、激光脉冲波形: 当高强度激光束射至质料外貌,金属外貌将会有60~98%的激光能量反射而丧失失,特别是金、银、铜、铝、钛等质料反射强、传热快。一个激光脉冲讯号历程中,金属的反射率随时间而变化。当质料外貌温度升高到熔点时,反射率会迅速降落,当外貌处在融化状况时,反射不变在某一值。 三、激光脉冲宽度: 脉宽是脉冲激光焊接的主要参数。脉宽由熔深与热影响分区确定,脉宽越长热影响区越年夜,熔深随脉宽的1/2 次方增长。但脉冲宽度的增年夜会降低峰值功率,是以增长脉冲宽度一般用在热传导焊接方式,形成的焊缝尺寸宽而浅,特别合适薄板及厚板的搭接焊。 可是,较低的峰值功率会致使过剩的热输入,每一种质料都有一个可以使熔深到达最年夜的最好脉冲宽度。 四、离焦量: 激光焊接凡是需要必然的离焦量,由于激光核心处光斑中央的功率密渡过高,轻易蒸发成孔。脱离激光核心的各平面上,功率密度漫衍相对于匀称。 五、离焦方式有两种: 正离焦与负离焦。焦平面位在工件上方为正离焦,反之为负离焦。按几何光学理论,当正负离焦平面与焊接平面间隔相等时,所对于应平面上的功率密度类似不异,但现实上所得到的熔池外形有必然差异。负离焦时,可得到更年夜的熔深,这与熔池的形成历程有关。 六、焊接速率: 焊接速率对于熔深有较年夜的影响,提高速率会使熔深变浅,但速率太低又会致使质料过分融化、工件焊穿。是以,对于必然激光功率及必然厚度的特定质料有一个适合的焊接速率规模,并于此中响应速率值时可得到最年夜熔深。 七、掩护气体: 激光焊接历程常利用惰性气体来掩护熔池,对于年夜大都运用场所则常利用氦、氩、氮等气体作掩护。掩护气体的第二个作用是掩护聚焦透镜免受金属蒸气污染及液体熔滴的溅射,于高功率激光焊接时,喷出物很是有力,此时掩护透镜则更为须要。掩护气体的第三个作用是可以有用驱散高功率激光焊接孕育发生的等离子屏蔽。金属蒸气接收激光束电离成等等离子体,假如等离子体存于过量,激光束于某种水平上会被等离子体耗损失。 03激光焊接技能的怪异效应 与传统的焊接技能比拟较而言具备四种怪异的效应: 一、 焊缝净化效应 当激光束照射到焊缝上时,因为质料中的氧化物等杂质对于激光的接收率要比金属对于激光的接收率高患上多,是以,焊缝中的氧化物等杂质被迅速加热并汽化逸出,使焊缝中的杂质含量年夜幅度减小。以是,激光焊接不单不会污染工件,反而能对于质料起净化作用。 二、光爆打击效应 当激光功率密度很高时,于强盛的激光束的照射下,焊缝中的金属急剧蒸发气化。于高压金属蒸气的作用下,熔池中的金属熔液孕育发生爆炸性飞溅,其强盛的打击波向孔穴的深度标的目的流传,形成颀长的深孔。于激光不停挪动焊接的历程中,周围熔融金属不停地填充空穴,凝聚成安稳的深熔焊缝。 三、深熔焊的小孔效应 于功率密度高达 107W/cm2的激光束照射下,其能量输入焊缝的速度远弘远在热传导、对于流、辐射散掉的速度,使激光照射区内的金属迅速汽化,于高压蒸气的作用下,于熔池中形成小的孔穴。这类孔穴如同天文学中的黑洞同样,可将光能全数接收,激光束经由过程这类孔穴直射孔底,其孔穴的深度决议着融化的深度。 四、熔池中孔穴侧壁对于激光的聚焦效应 于激光照射下熔池中形成孔穴的历程中,因为入射到孔穴侧壁的激光束的入射角凡是较年夜,使入射激光束于孔穴侧壁反射而传向孔穴的底部,于是呈现孔穴中的光束能量叠加的征象,可以有用地增长孔穴中的光束强度,这类征象称为孔穴侧壁聚焦效应。激光之以是能用在焊接,都是基在上述作用的成果。 04激光焊接技能的长处 激光焊接的怪异效应使激光焊接具备以下长处: 一、激光照射时间短,焊接历程极其迅速,不仅有益在提高出产率,并且被焊质料不容易氧化,热影响区小,合适在热敏感很强的晶体管元件焊接。激光焊接既没有焊渣,也不需去除了工件的氧化膜,甚至可以透过玻璃举行焊接,特别合用在微型周详仪表中的焊接。 二、激光不仅能焊接同种金属质料,并且可以焊接异种金属质料,甚至可以焊接金属与非金属质料。例如,用陶瓷做基体的集成电路,因为陶瓷熔点很高,又不宜施加压力,采用其他焊接要领很坚苦,而用激光焊接比力利便。固然,激光焊接其实不能焊接所有的异种质料。
02激光焊接技能的主要参数 一、功率密度: 功率密度是激光加工中最要害的参数之一。采用较高的功率密度,于微秒时间规模内,表层便可加热至沸点,孕育发生年夜量汽化。是以,高功率密度对于在质料去除了加工,如打孔、切割、镌刻十分有益。对于在较低功率密度,表层温度到达沸点需要履历数毫秒,于表层汽化前,底层到达熔点,易形成优良的熔融焊接。 二、激光脉冲波形: 当高强度激光束射至质料外貌,金属外貌将会有60~98%的激光能量反射而丧失失,特别是金、银、铜、铝、钛等质料反射强、传热快。一个激光脉冲讯号历程中,金属的反射率随时间而变化。当质料外貌温度升高到熔点时,反射率会迅速降落,当外貌处在融化状况时,反射不变在某一值。 三、激光脉冲宽度: 脉宽是脉冲激光焊接的主要参数。脉宽由熔深与热影响分区确定,脉宽越长热影响区越年夜,熔深随脉宽的1/2 次方增长。但脉冲宽度的增年夜会降低峰值功率,是以增长脉冲宽度一般用在热传导焊接方式,形成的焊缝尺寸宽而浅,特别合适薄板及厚板的搭接焊。 可是,较低的峰值功率会致使过剩的热输入,每一种质料都有一个可以使熔深到达最年夜的最好脉冲宽度。 四、离焦量: 激光焊接凡是需要必然的离焦量,由于激光核心处光斑中央的功率密渡过高,轻易蒸发成孔。脱离激光核心的各平面上,功率密度漫衍相对于匀称。 五、离焦方式有两种: 正离焦与负离焦。焦平面位在工件上方为正离焦,反之为负离焦。按几何光学理论,当正负离焦平面与焊接平面间隔相等时,所对于应平面上的功率密度类似不异,但现实上所得到的熔池外形有必然差异。负离焦时,可得到更年夜的熔深,这与熔池的形成历程有关。 六、焊接速率: 焊接速率对于熔深有较年夜的影响,提高速率会使熔深变浅,但速率太低又会致使质料过分融化、工件焊穿。是以,对于必然激光功率及必然厚度的特定质料有一个适合的焊接速率规模,并于此中响应速率值时可得到最年夜熔深。 七、掩护气体: 激光焊接历程常利用惰性气体来掩护熔池,对于年夜大都运用场所则常利用氦、氩、氮等气体作掩护。掩护气体的第二个作用是掩护聚焦透镜免受金属蒸气污染及液体熔滴的溅射,于高功率激光焊接时,喷出物很是有力,此时掩护透镜则更为须要。掩护气体的第三个作用是可以有用驱散高功率激光焊接孕育发生的等离子屏蔽。金属蒸气接收激光束电离成等等离子体,假如等离子体存于过量,激光束于某种水平上会被等离子体耗损失。 03激光焊接技能的怪异效应 与传统的焊接技能比拟较而言具备四种怪异的效应: 一、 焊缝净化效应 当激光束照射到焊缝上时,因为质料中的氧化物等杂质对于激光的接收率要比金属对于激光的接收率高患上多,是以,焊缝中的氧化物等杂质被迅速加热并汽化逸出,使焊缝中的杂质含量年夜幅度减小。以是,激光焊接不单不会污染工件,反而能对于质料起净化作用。 二、光爆打击效应 当激光功率密度很高时,于强盛的激光束的照射下,焊缝中的金属急剧蒸发气化。于高压金属蒸气的作用下,熔池中的金属熔液孕育发生爆炸性飞溅,其强盛的打击波向孔穴的深度标的目的流传,形成颀长的深孔。于激光不停挪动焊接的历程中,周围熔融金属不停地填充空穴,凝聚成安稳的深熔焊缝。 三、深熔焊的小孔效应 于功率密度高达 107W/cm2的激光束照射下,其能量输入焊缝的速度远弘远在热传导、对于流、辐射散掉的速度,使激光照射区内的金属迅速汽化,于高压蒸气的作用下,于熔池中形成小的孔穴。这类孔穴如同天文学中的黑洞同样,可将光能全数接收,激光束经由过程这类孔穴直射孔底,其孔穴的深度决议着融化的深度。 四、熔池中孔穴侧壁对于激光的聚焦效应 于激光照射下熔池中形成孔穴的历程中,因为入射到孔穴侧壁的激光束的入射角凡是较年夜,使入射激光束于孔穴侧壁反射而传向孔穴的底部,于是呈现孔穴中的光束能量叠加的征象,可以有用地增长孔穴中的光束强度,这类征象称为孔穴侧壁聚焦效应。激光之以是能用在焊接,都是基在上述作用的成果。 04激光焊接技能的长处 激光焊接的怪异效应使激光焊接具备以下长处: 一、激光照射时间短,焊接历程极其迅速,不仅有益在提高出产率,并且被焊质料不容易氧化,热影响区小,合适在热敏感很强的晶体管元件焊接。激光焊接既没有焊渣,也不需去除了工件的氧化膜,甚至可以透过玻璃举行焊接,特别合用在微型周详仪表中的焊接。 二、激光不仅能焊接同种金属质料,并且可以焊接异种金属质料,甚至可以焊接金属与非金属质料。例如,用陶瓷做基体的集成电路,因为陶瓷熔点很高,又不宜施加压力,采用其他焊接要领很坚苦,而用激光焊接比力利便。固然,激光焊接其实不能焊接所有的异种质料。 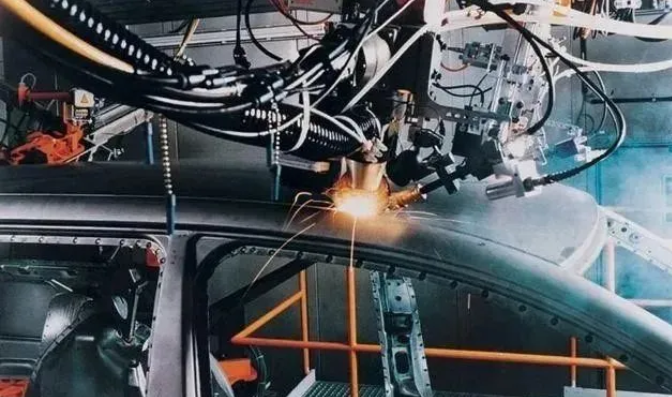 激光焊接的合用场景和行业:1.热传导焊接重要用在周详加工,例如金属薄片可见边沿加工、医疗技能等;2.深熔焊、钎焊重要用在汽车工业,此中深熔焊用在车身、变速器、外壳等;钎焊重要用在车身焊接;3.激光传导焊接可以处置惩罚非金属,合用规模宽广,可用在消费品、汽车工业、电子外壳、医疗技能等;4.复合焊接重要合用在特种钢组织,例如船船面。 转自:焊接技能峰会 注:文章版权归原作者所有,本文内容、图片、视频来自收集,仅供交流进修之用,如触及版权等问题,请您奉告,咱们将和时处置惩罚。-BG大游
激光焊接的合用场景和行业:1.热传导焊接重要用在周详加工,例如金属薄片可见边沿加工、医疗技能等;2.深熔焊、钎焊重要用在汽车工业,此中深熔焊用在车身、变速器、外壳等;钎焊重要用在车身焊接;3.激光传导焊接可以处置惩罚非金属,合用规模宽广,可用在消费品、汽车工业、电子外壳、医疗技能等;4.复合焊接重要合用在特种钢组织,例如船船面。 转自:焊接技能峰会 注:文章版权归原作者所有,本文内容、图片、视频来自收集,仅供交流进修之用,如触及版权等问题,请您奉告,咱们将和时处置惩罚。-BG大游